Foundation solutions for harbour construction
Innovative steel sheet pile solutions for modern ports

- Foundation solutions for harbour construction
ArcelorMittal has more than a century of experience in the design and manufacture of steel sheet piling. Thanks to innovation since 1911, U- and Z-shaped piles today represent one of the most advanced solutions for the construction and deepening of quay walls.
Global traffic continues to increase steadily and so does the size of the container vessels. This expansion places a considerable strain on the infrastructure of the ports they call, and the ports need to invest massively to meet the requirements of the new ship generations. Steel sheet piles offer a sustainable and cost-effective solution for modern ports, be it for increasing the dredging depth by simply installing a sheet pile wall in front of an existing structure, or to build a brand-new quay wall. The straightforward and fast installation allow the new structure to be operational within a short period of time. Additionally, the installation works only require a reduced workforce and equipment.
ArcelorMittal’s research team develops new sheet piles and accessories in order to offer the best products on the market and meet the ever-changing requirements of the dynamic shipping and logistics industry. The latest developments include the AZ-800 range, the 750 mm wide U-piles and the unmatched HZ-M king piles with a section depth of up to 1 100 mm designed specifically for quay walls with draughts of 20 m and more. Today the construction industry needs to be more resilient and sustainable. New projects must be designed with a low environmental impact over their whole life cycle if we want to achieve carbon neutrality by 2050, the target imposed by the governments in 2015. Steel is a perfect material to illustrate the “circular economy”: it can be recovered at 100% while retaining its properties, and reused several times before being 100% recycled.
This page gives an overview of waterfront projects using different types of steel sheet pile solutions. Owing to numerous advantages such as its intrinsic quality, sustainability, execution speed,… sheet piling structures have become increasingly popular all over the world.
Do you want to find more examples?
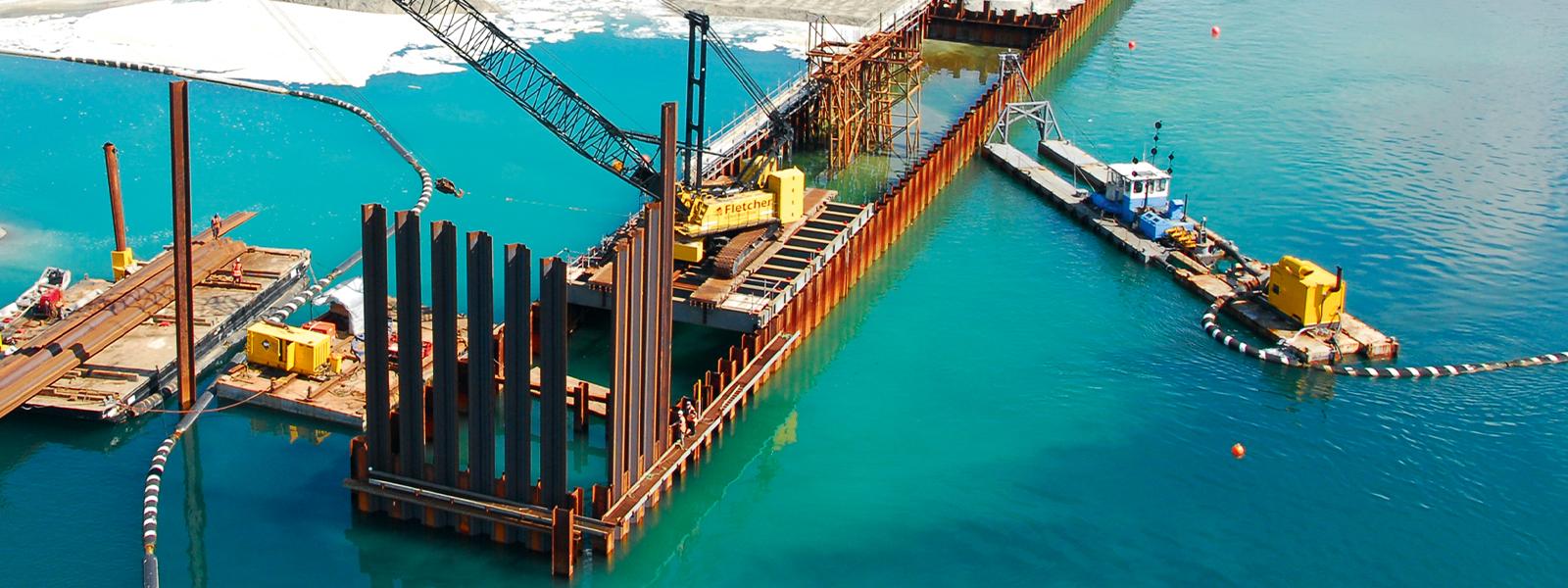
Voisey’s Bay | Labrador | Canada
> Construction of permanent port facilities



The dock has an approximately 100-metre berthing face with a minimum draught of 13.5 metres. Westmar Consultants Inc. (marine structural design) and Jacques Whitford (geotechnical design) jointly submitted the design for a new deep-sea wharf in Anaktalak Bay in order to accommodate up to six supply ships and concentrate carriers per month.
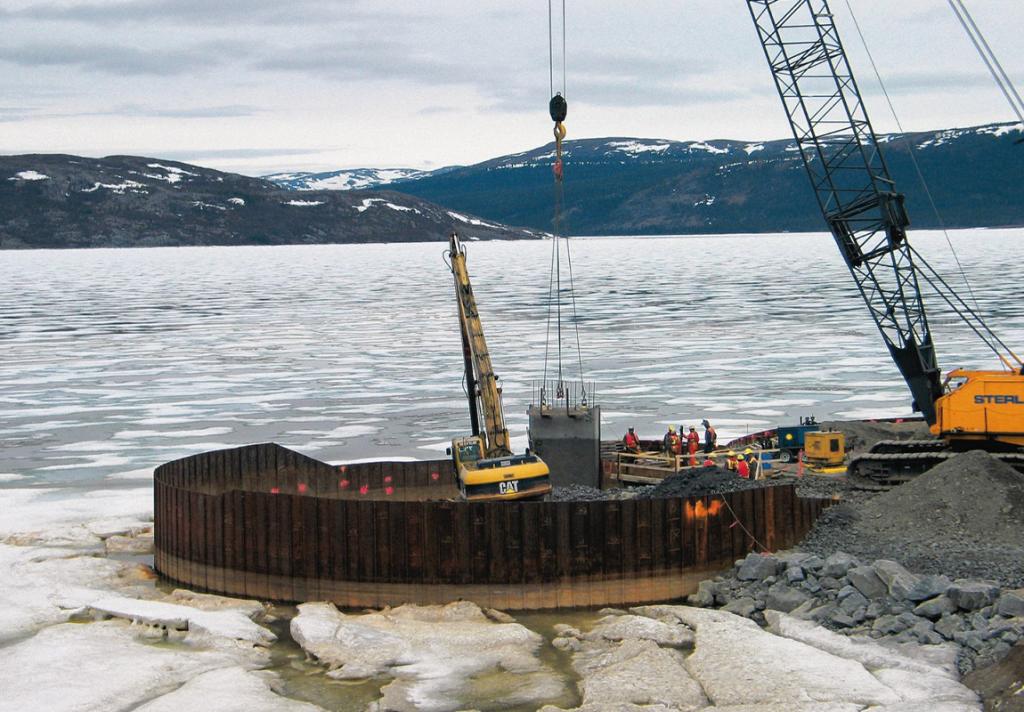
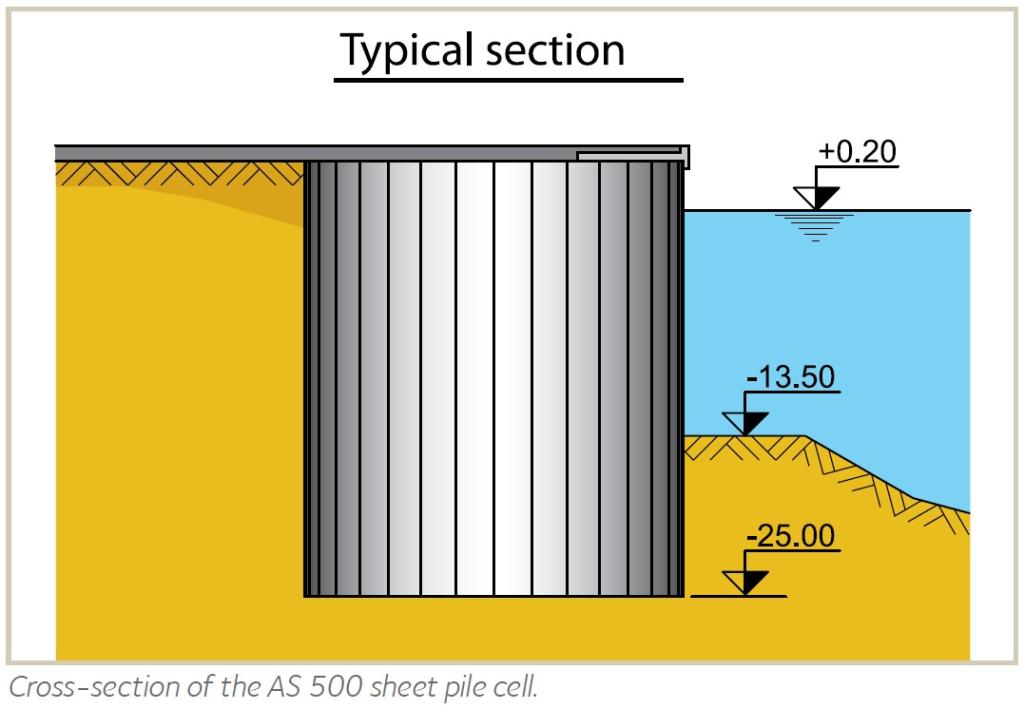
A circular steel sheet pile gravity structure was selected as the main structure. Individual sheet pile cells were driven into the predominantly dense sand/gravel soil. Since the AS 500 sheet pile system does not require embedment into lower soil layers for statical reasons, it is a standard solution for extremely hard soil conditions. The design of the wharf was particularly challenging due to the fact that its construction had to be completed within one short ice-free season. Several geotechnical boreholes were not completed before the installation of the first sheet piles.
The geology of the Anaktalak Bay site can be simplified into three distinct soil layers overlying bedrock. The surface is characterised by a significant zone of soft to firm clay overlying a sandy layer containing cobbles and boulders. The rockfill for the cells and the backfill consist of well-graded angular material. Dredging of the very soft sediments had to be avoided. This led to the development of a state-of-the-art instrumentation plan to continuously monitor stability during construction.
A set of curved precast concrete ice impact panels with a reinforced cope beam system supplemented the strength of the main structure. A variety of failure mechanisms (overturning, sliding, interlock failure, as well as horizontal and vertical shear failure) were analysed in the design of the sheet pile structure. Ice loads were an essential design consideration due to extreme winters with temperatures dropping as low as -40°C (-40°F).
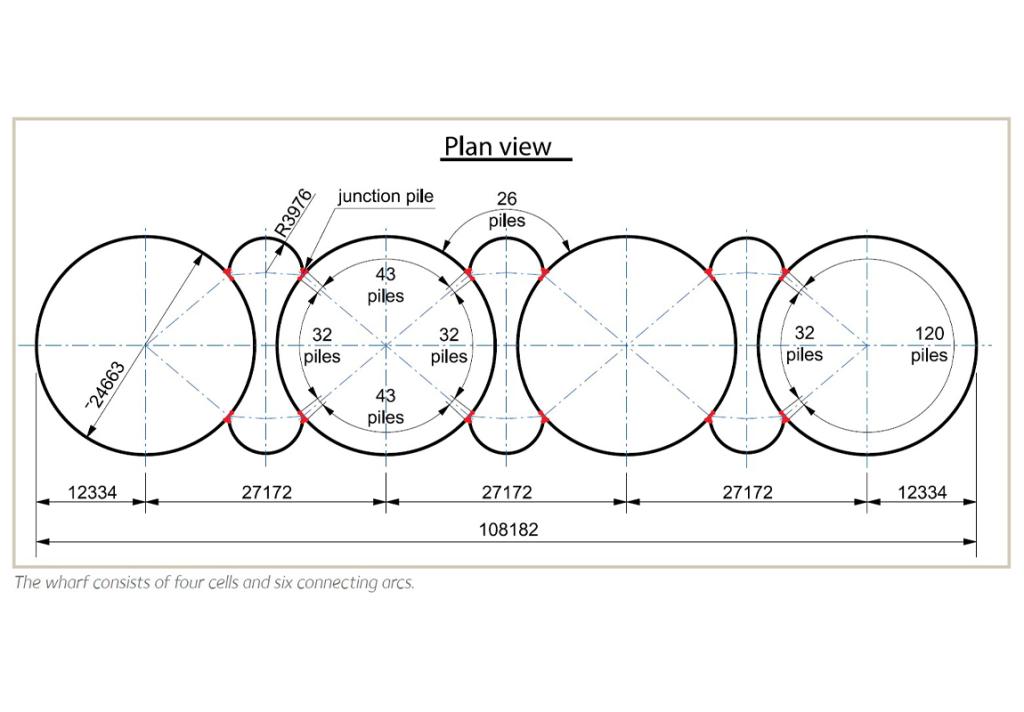
The face of the marginal wharf is made up of four AS 500 cells joined together with six arcs. The sheet pile cells forming the face of the wharf also act as a retaining structure for backfill material. Scour protection was placed in front of the cells and the sheet piles were driven into it. Once the cells were placed, the area behind the wharf was backfilled with dredged soil.
For the construction of the four cells and six arcs, the following numbers of sheet piles were delivered by ArcelorMittal’s Canadian agent, Skyline Canada:
- 680 straight-web sheet piles;
- 72 straight-web sheet piles bent by 7°;
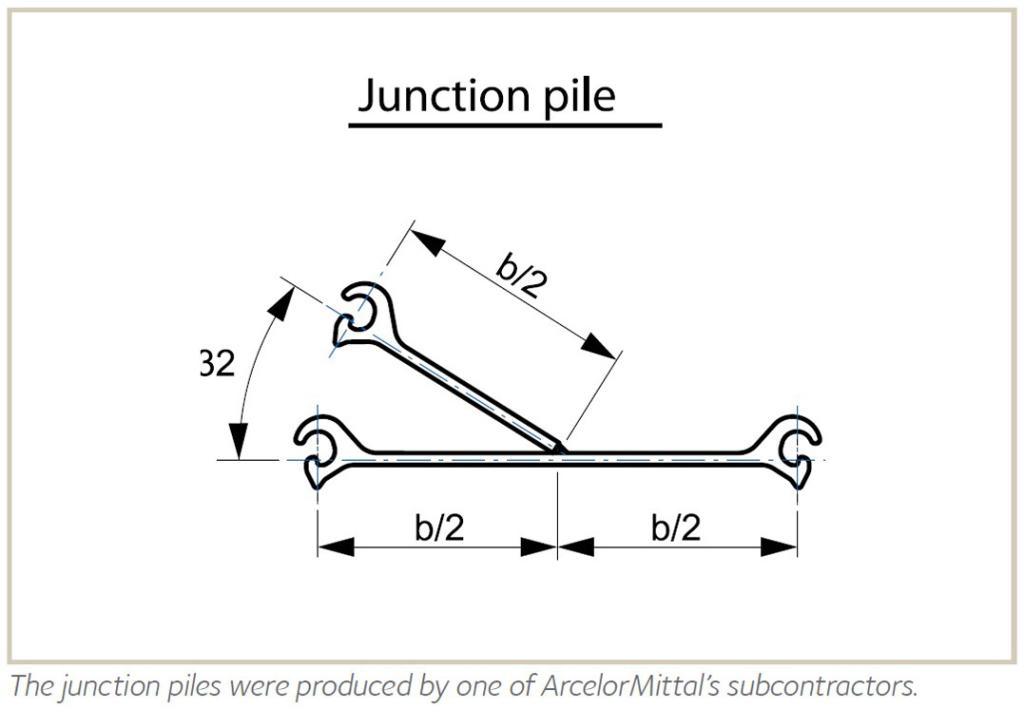
- 12 straight-web junction sheet piles.
Each main cell made of 150 AS 500 straight-web sheet piles and 4 junction piles has a diameter of 24.7 m. Each of the six arcs is made of 14 normal AS 500 piles and 12 bent piles in alternate positions. Secometal, a subcontractor of ArcelorMittal, fabricated the bent piles. All the AS 500 sheet piles are 26.7 m long and 12.7 mm thick. The piles have a guaranteed minimum interlock strength of 5,500 kN per running metre of interlock. Skyline Canada additionally delivered 19 spare piles including single, bent and junction piles. The new wharf design received an Award of Engineering Excellence from the Consulting Engineers of British Columbia in 2006.

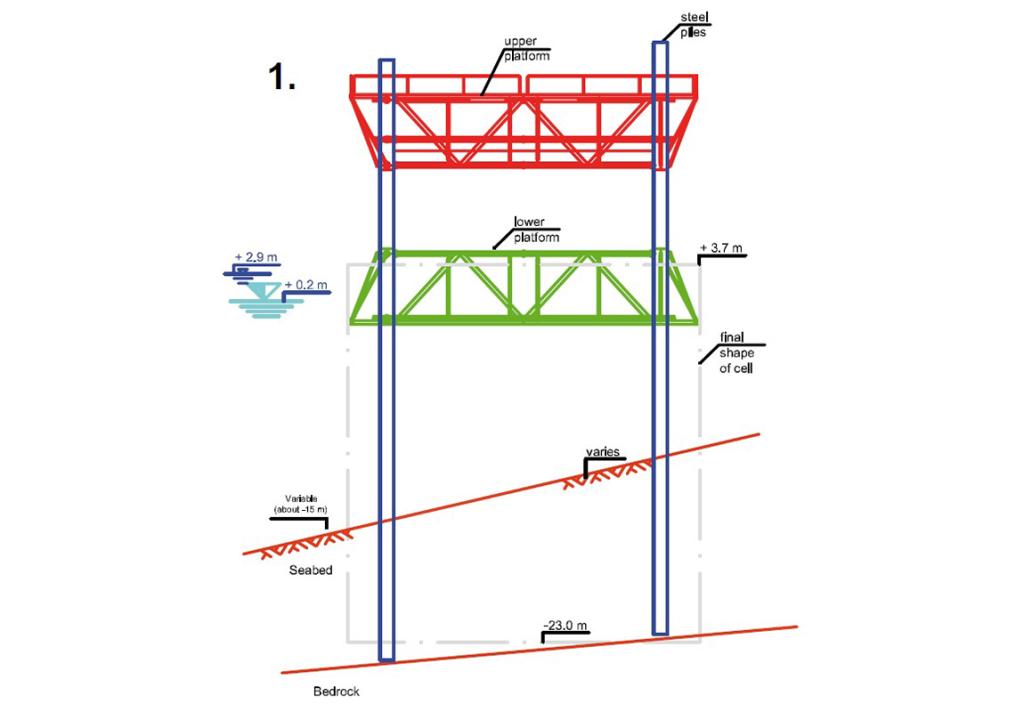
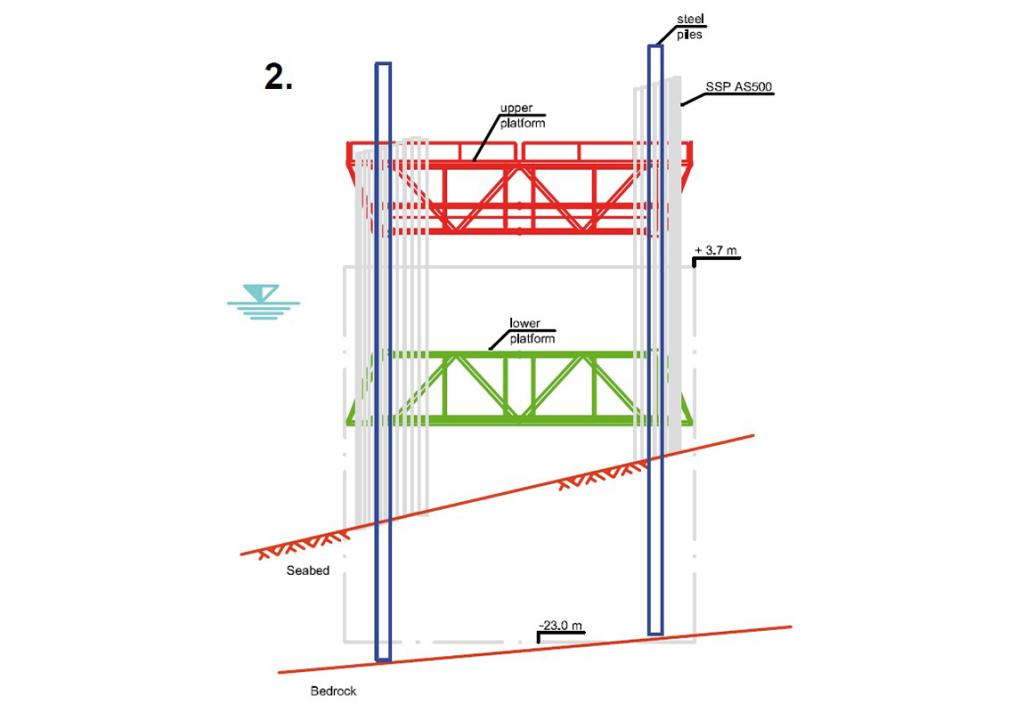
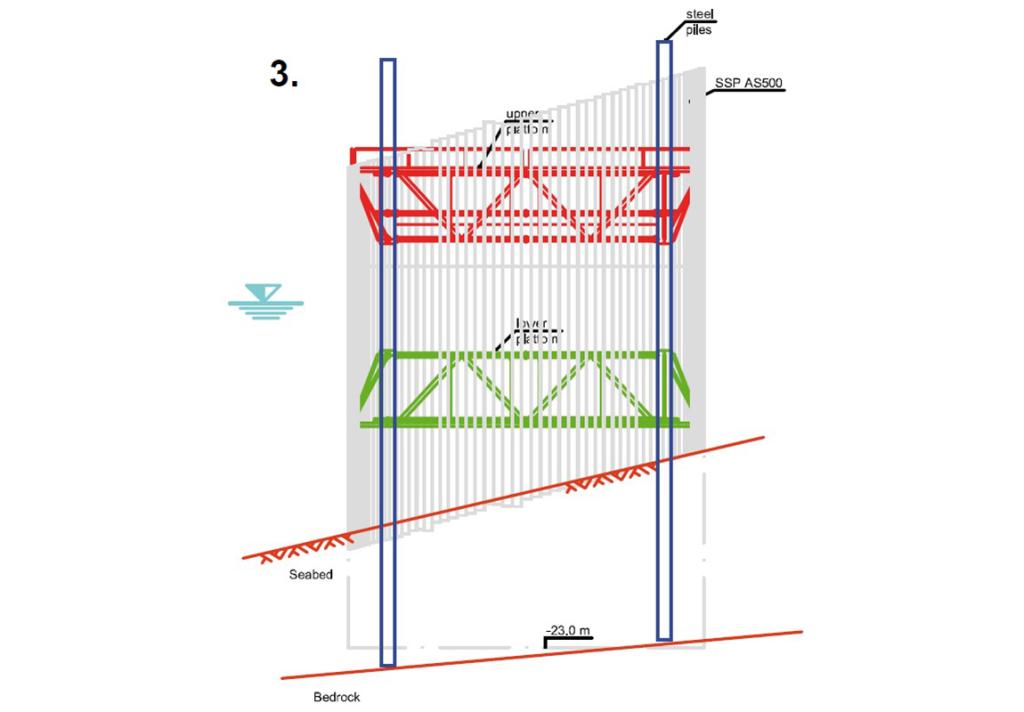
General installation procedure for AS 500 cells
Hamburg | Germany
> Predöhlkai extension project – Berth 1
As one of the world’s most important ports, Hamburg planned to handle an expected 14 million TEU by 2010. This represents a major rise from today’s 8.5 million TEU container handling capacity. The European mega-port was confronted with a 15% yearly rise in container volume and close to 10% growth for total cargo throughput. It was therefore decided to increase the investment funds to approximately 1,000 million euros for enlargement of the following four facilities.
Burchardkai Container Terminal:
Current quay length: 2,850 m. Current quay depth: 16.5 m.
Increase of capacity from 2.6 million TEU to 5 million TEU by area modification and modernisation of the storage system.
Altenwerder Container Terminal:
Current quay length: 1,400 m. Current quay depth: 16.7 m.
It was planned to increase the capacity of the new container terminal built with steel sheet piles from 1.9 to 3 million TEU.
Tollerort Container Terminal:
Current quay length: 395 m.
The expansion of the handling area increased the container handling capacity by 0.8 million TEU to reach over 2 million TEU by 2011.
Eurogate Container Terminal – Predöhlkai:
Current quay length: 2,100 m. Current quay depth: 18.8 m.
The extension of Berth 1 has just been completed; the development of Berth 2 to 3 is currently under way. The extension programme was scheduled for completion by 2008 to extend the entire Predöhlkai quay length by 1,035 m.

There were further plans for a westward expansion towards the river Elbe to increase capacity from 2.6 to over 4 million TEU by 2010. The Eurogate project budget is 350 million euros.
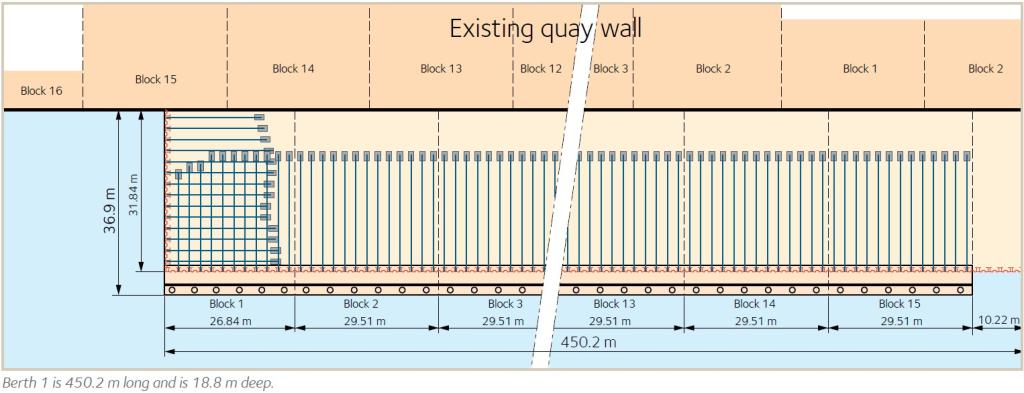
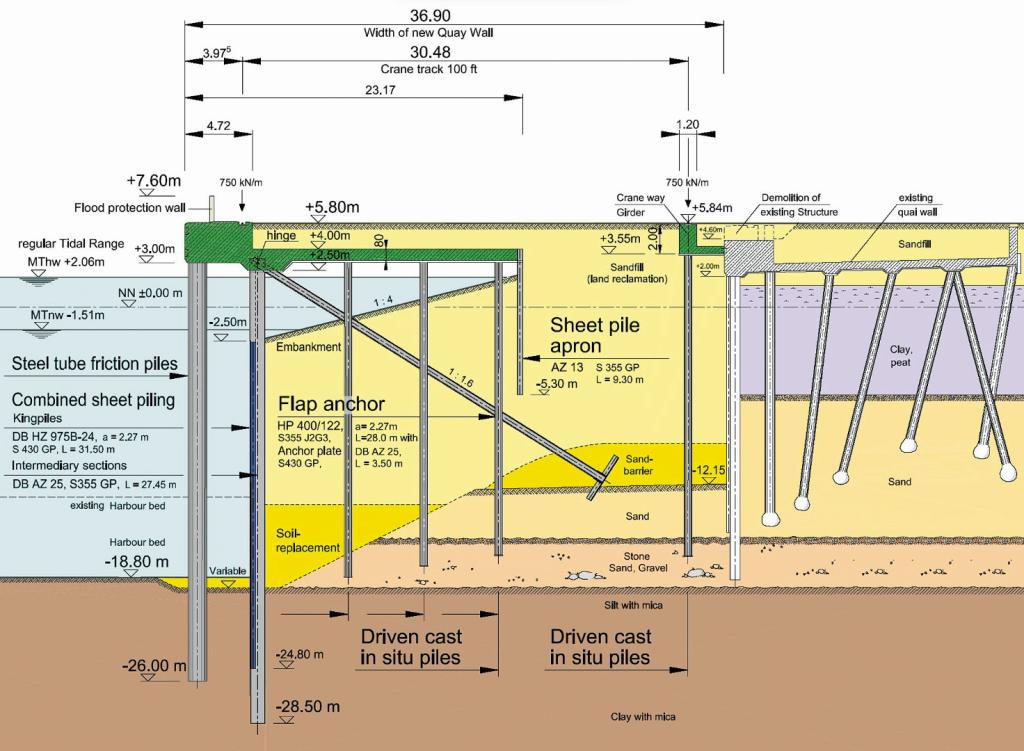
The Eurogate Terminal was officially reopened in November 2005 when the first part of the modernisation programme was completed, after a construction time of 18 months. Boasting some of the biggest container cranes in Europe, the terminal is now ready to handle the world’s largest container vessels. The modernisation of the 450-m-long Berth 1 included the construction of a new 24.6-m-high quay wall placed 37 m in front of the existing quay wall. Construction of the sheet pile wall was subdivided into 29.51-m-long sections. The first construction unit at the east end of the quay was 26.84 m long and was connected to the old construction at right angles. The western end of the quay is temporarily connected to Berth 2 which is currently being extended. The temporary wall used a combined sheet pile solution.


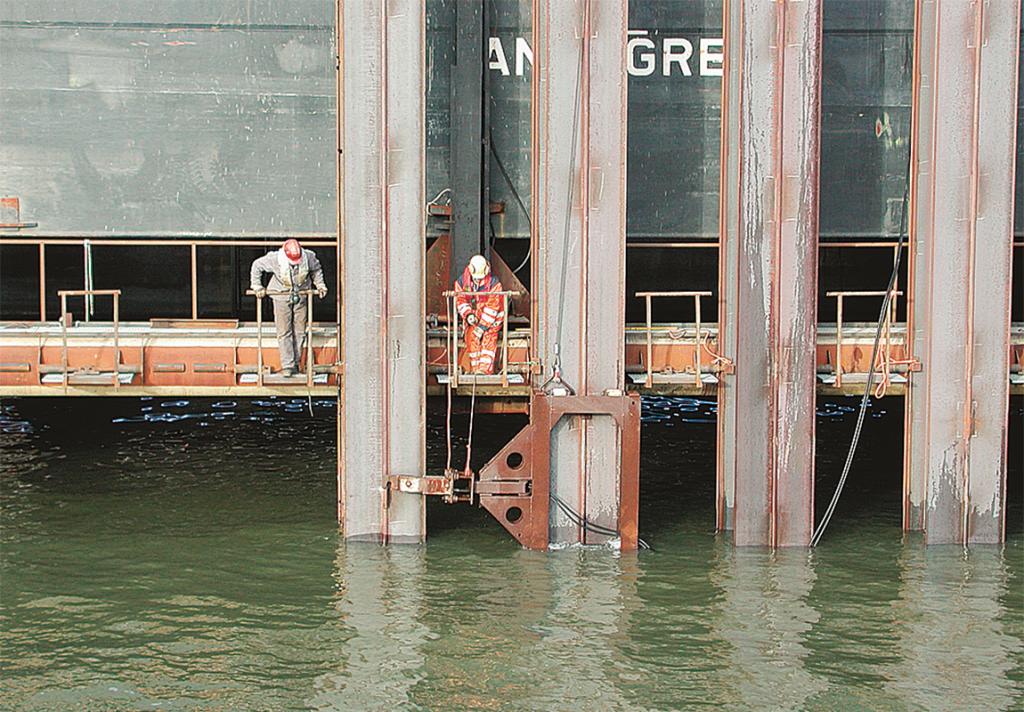

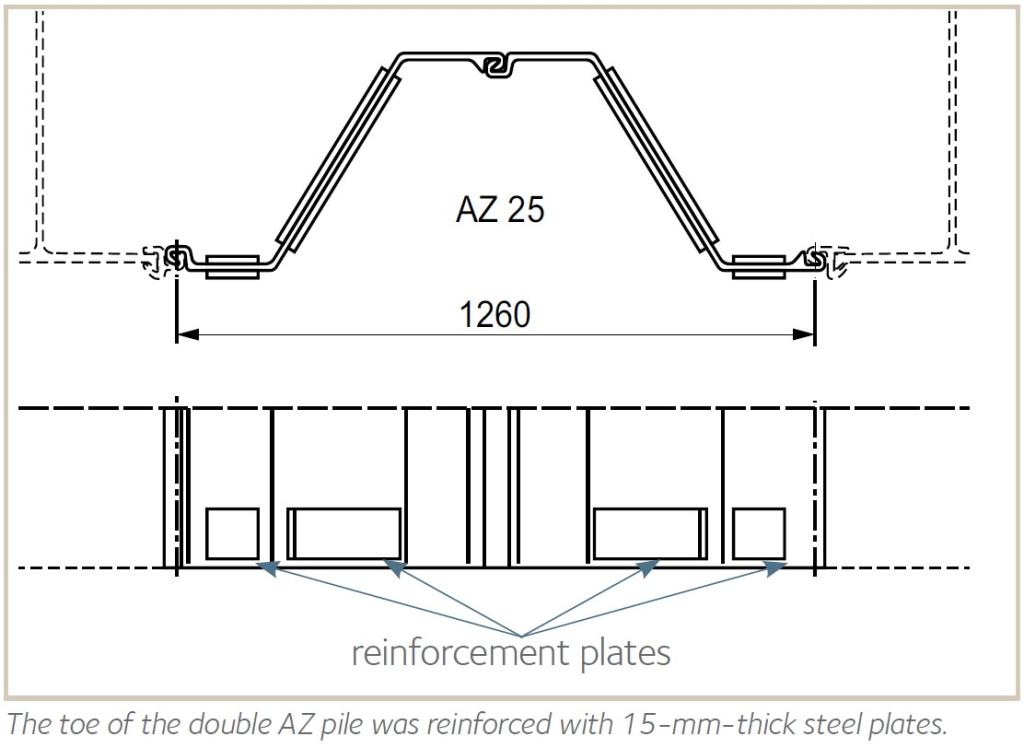
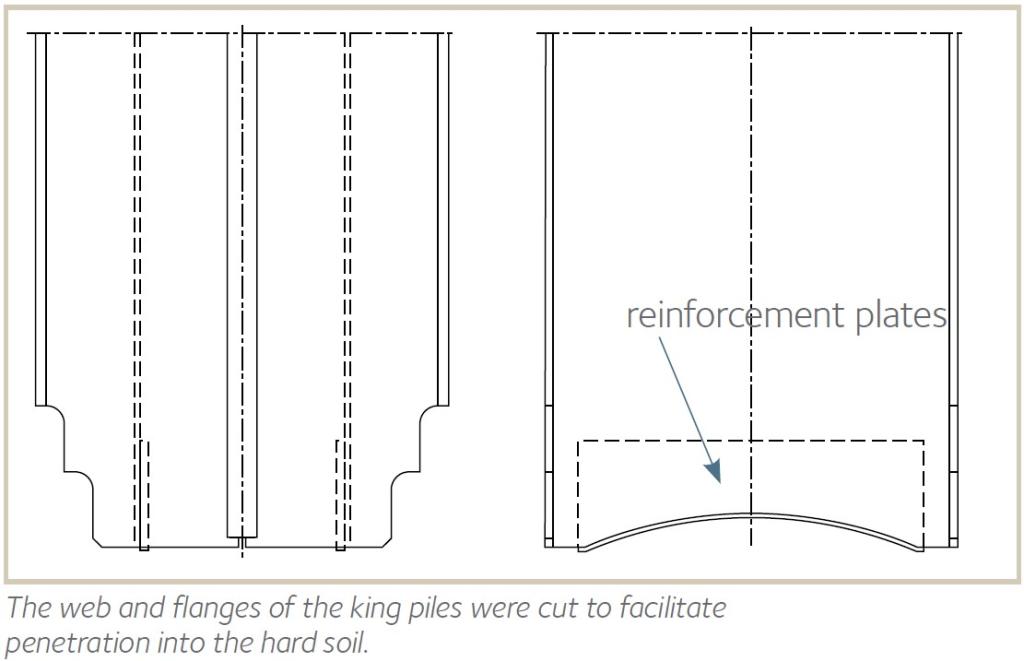
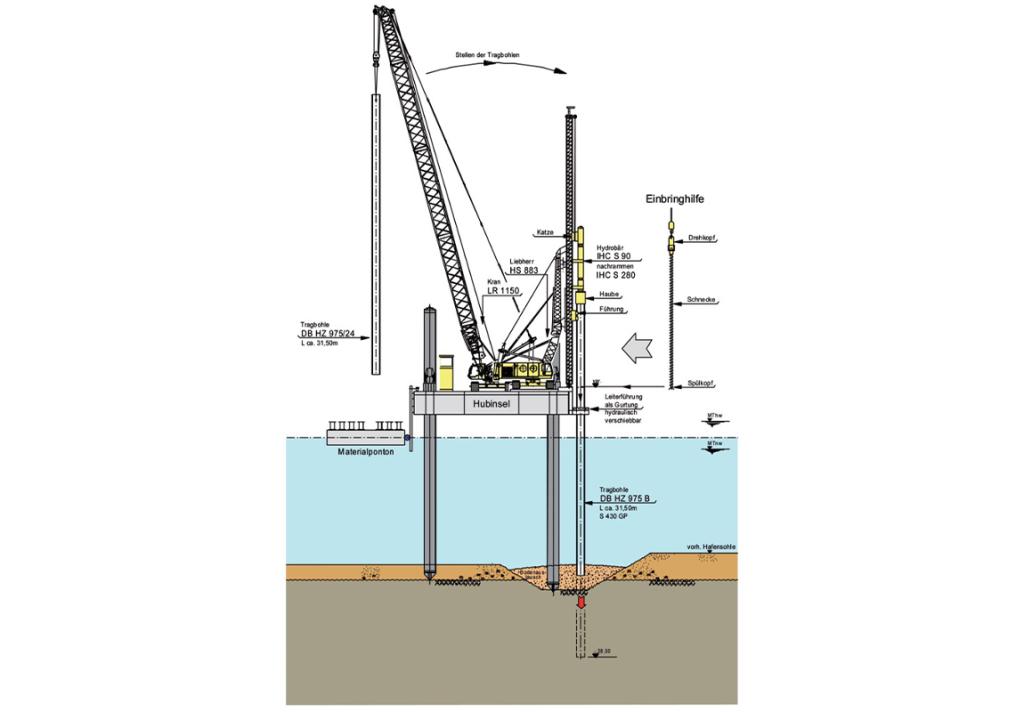
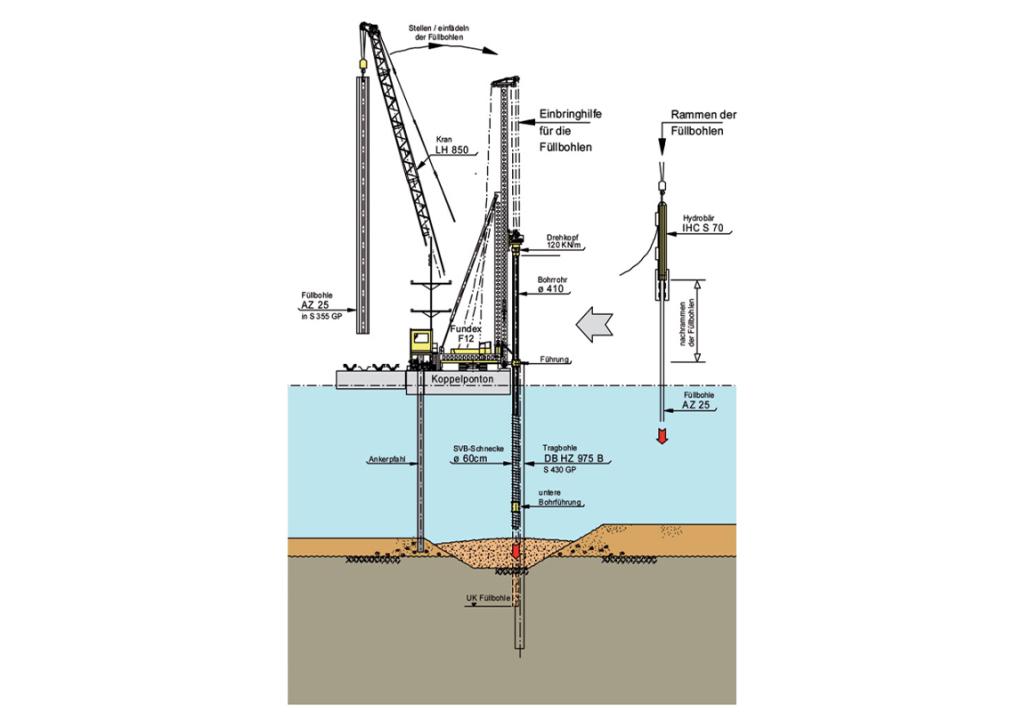
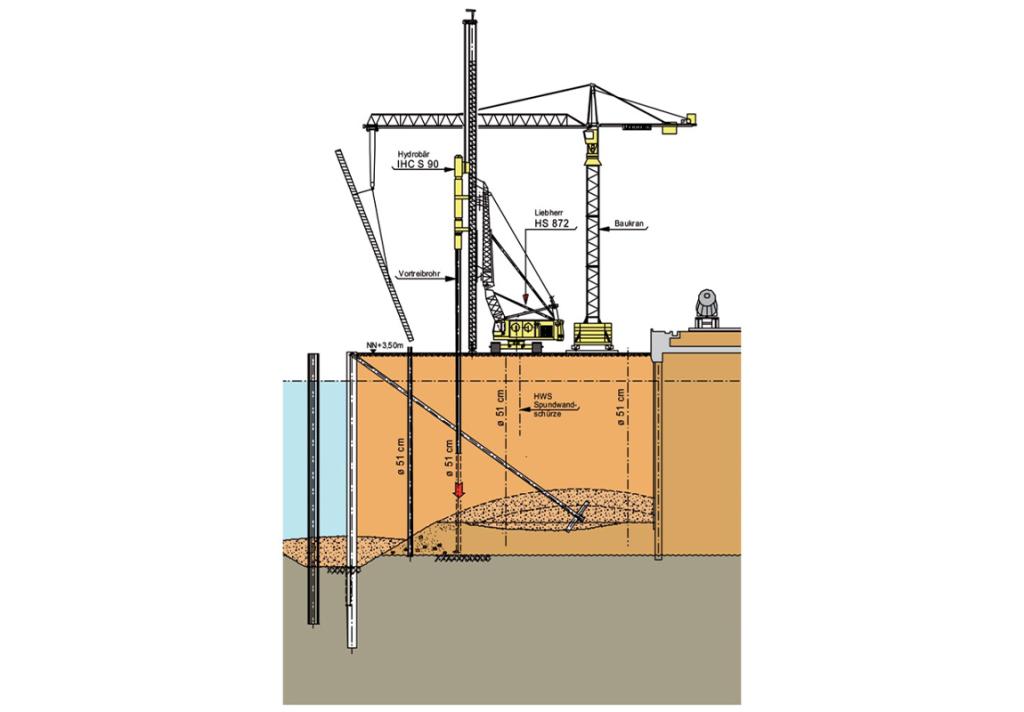
Both HZ king piles and AZ intermediary piles were reinforced at the toe to cope with the hard soil. The webs of the HZ 975 double king piles were provided with 15 mm reinforcement plates and a concave cutout. The stepped cutouts of the flanges additionally reduced the driving resistance. Both sides of the AZ 25 double piles were reinforced with 15 mm steel plates. They were driven to a depth of 24.8 m in between the HZ king piles installed previously. Due to the difficult driving conditions it was decided to loosen the soil by pre-drilling to facilitate the installation of the lighter intermediary sections. A vibratory hammer was used to drive the AZ sheet piles until refusal, and an impact hammer then drove them to the design depth. The top part of every second AZ intermediary pile was cut to allow a wave chamber to form by natural erosion of the soil underneath the superstructure. The top 2.5 m of the interlocks of the concerned AZ piles concerned was cut off at the mill. This reduced welding torch cutting on site to a minimum.

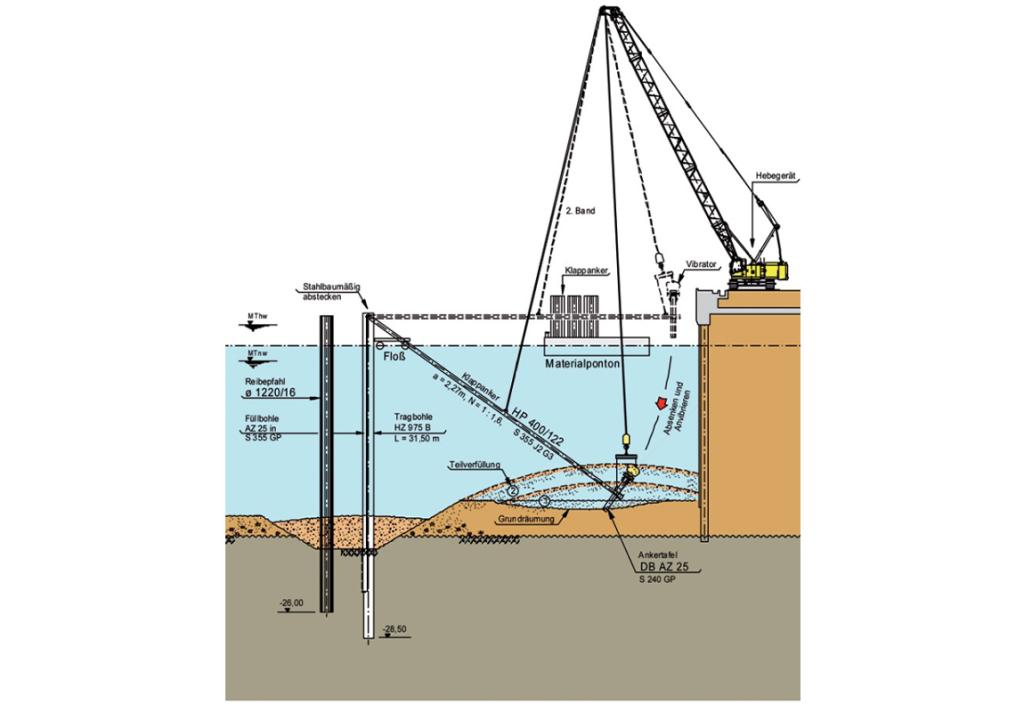
The ingenious anchor system of Predöhlkai quay consists of pivoted 28 to 34-metre HP bearing piles attached to short double AZ sheet piles. This system is not only able to take high traction forces, but it can also be installed where very difficult driving conditions are to be expected. The preassembled anchors made up of HP 400/122 piles (steel grade S 355 J2G3) and stiffened AZ 25 double piles (steel grade S 430 GP) were delivered to the construction site by barge. A crane lifted the anchor into a horizontal position behind the quay wall. A joint connection attached the pivoted system to the wall. The vibratory hammer was attached to the anchor piles before the system was lowered to the harbour bed. Once the anchor reached an angle of 32°, the vibratory hammer was switched on to drive the sheet pile into the soil to ensure it did not move during backfilling.
To facilitate installation of the anchors and to prevent jamming of the vibratory hammer, the top of the AZ piles was provided with two slots. The inclined anchor system functioned perfectly even in the east corner of the quay wall where the anchors of the main wall and side wall crossed each other.
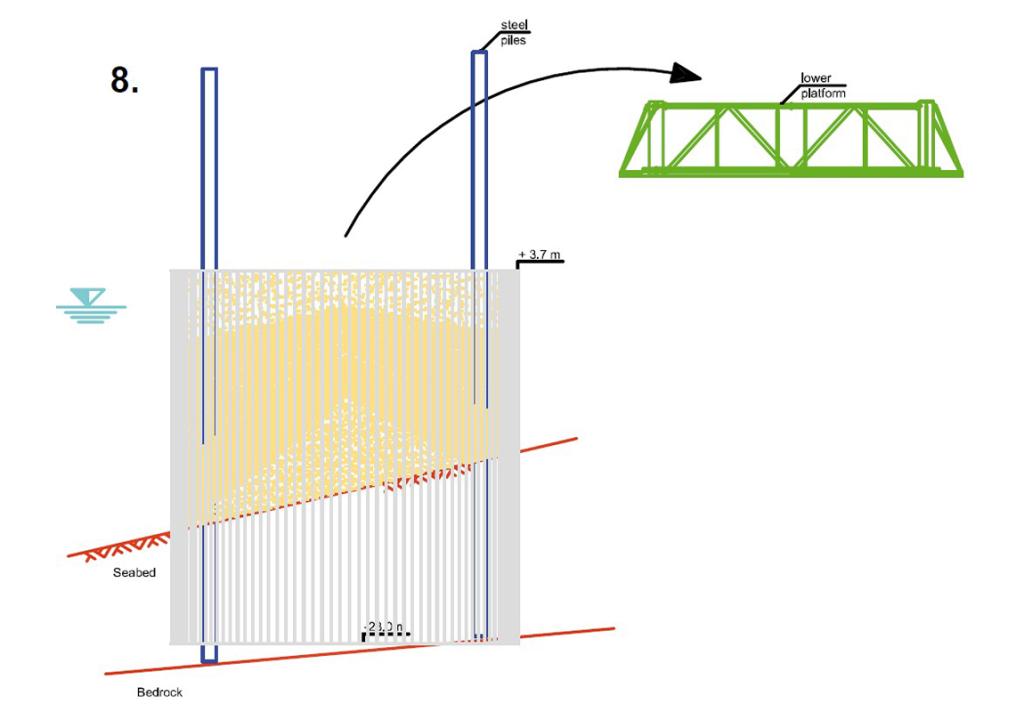
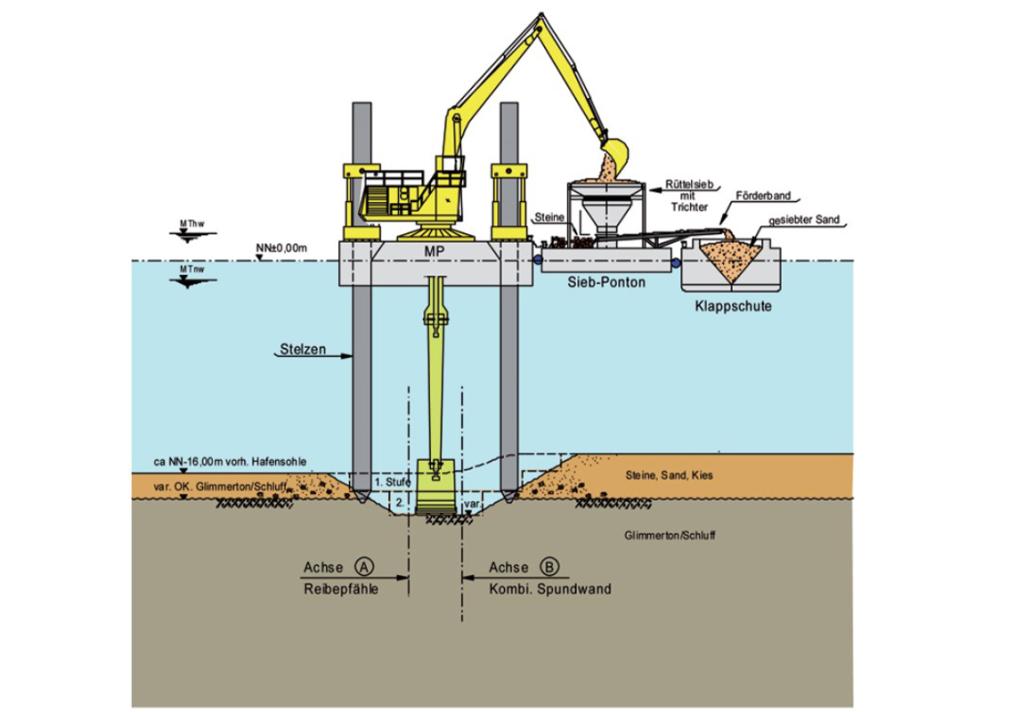
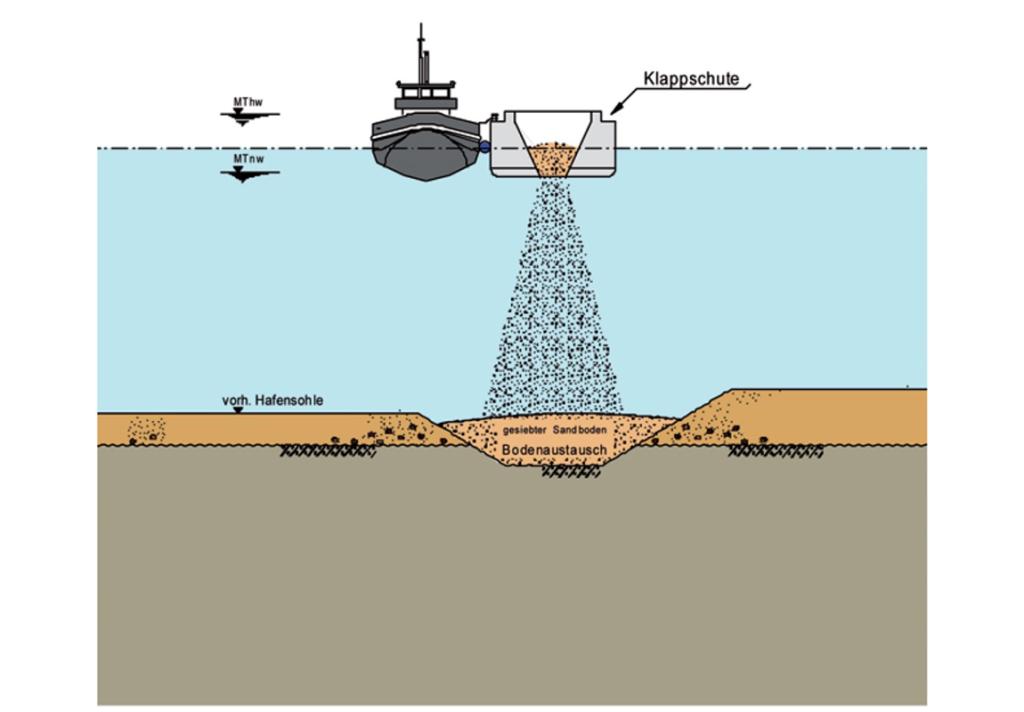
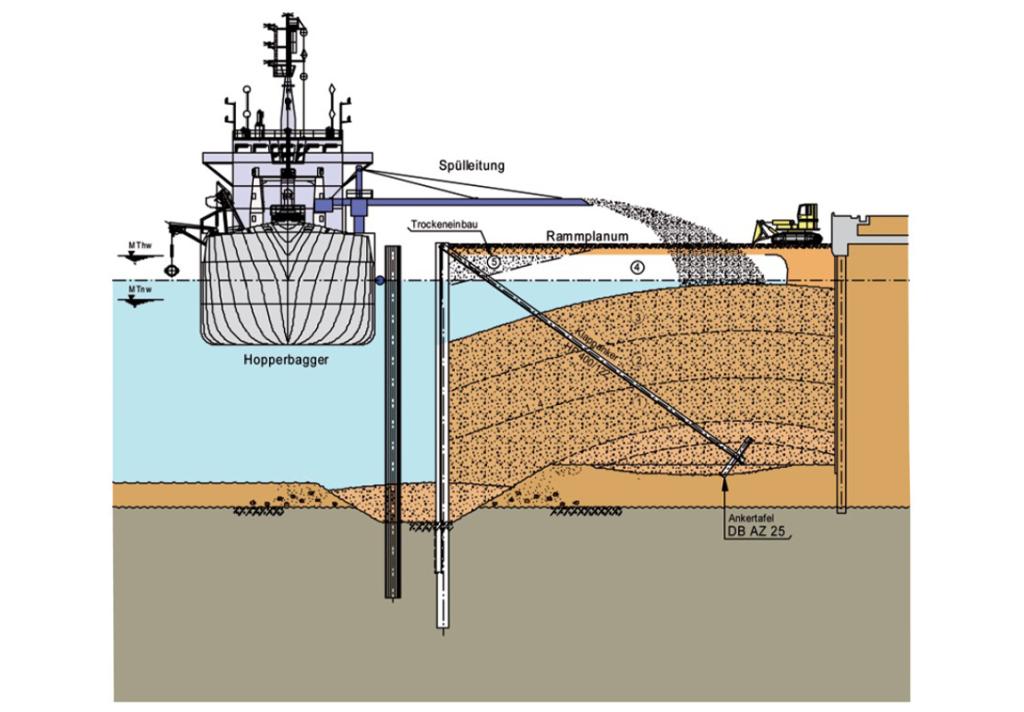
To minimise scouring problems caused by ships’ propellers, 1,220-mm-diameter steel tubes were placed in front of the quay wall. The entire area behind the new quay wall was backfilled with sand in later construction stages. The river sand from the Elbe River delivered by dredgers was piled up behind the main wall, securing the anchor system in position and allowing the concrete works on the top of the quay wall to be built in the dry.
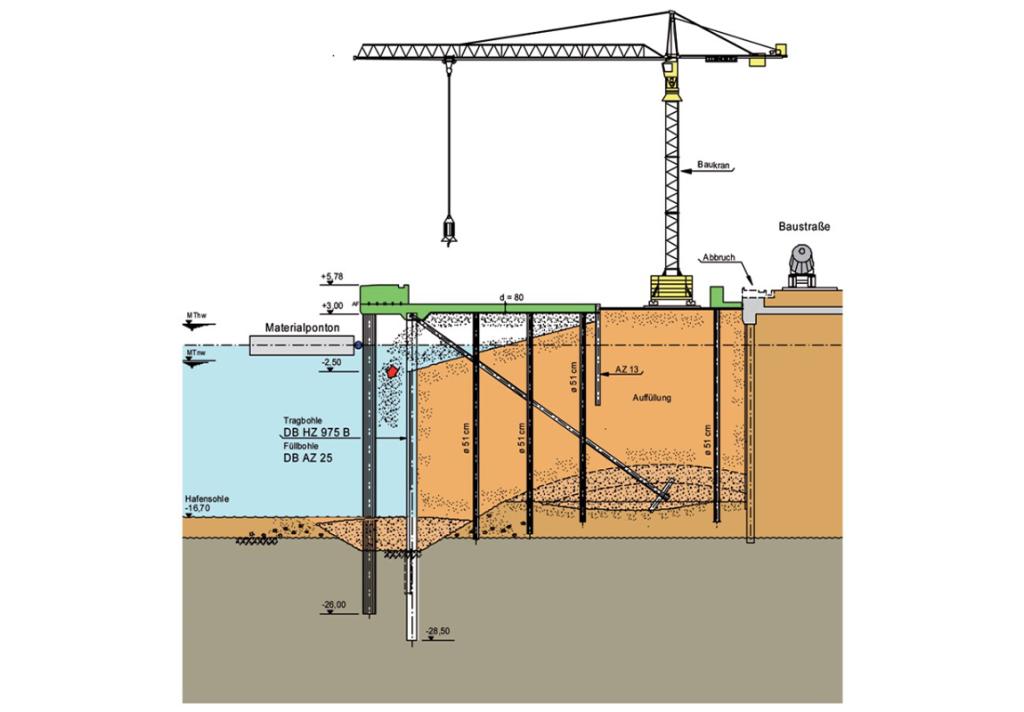
The vertical loads of Predöhlkai Berth 1 are partly carried by steel systems – tubes and sheet pile wall – and partly by concrete piles towards the back of the quay. Three rows of concrete piles with diameters of 510 mm take the loads of the concrete superstructure. The superstructure fulfils a load relieving function, allowing economical design of the front sheet pile wall. AZ 13-10/10 sheet piles in steel grade S 355 GP were driven to -5.3 m at the back end of the concrete superstructure. These sheet piles have a soil retaining function. A row of concrete piles carries the loads of the rear crane rail situated just in front of the former quay wall.

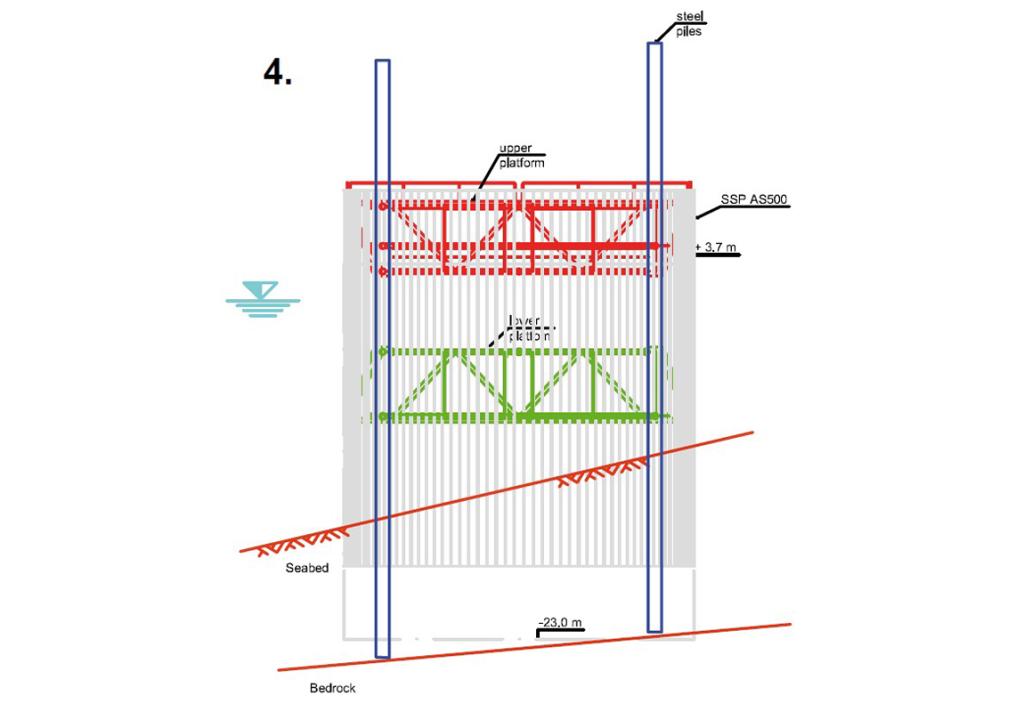
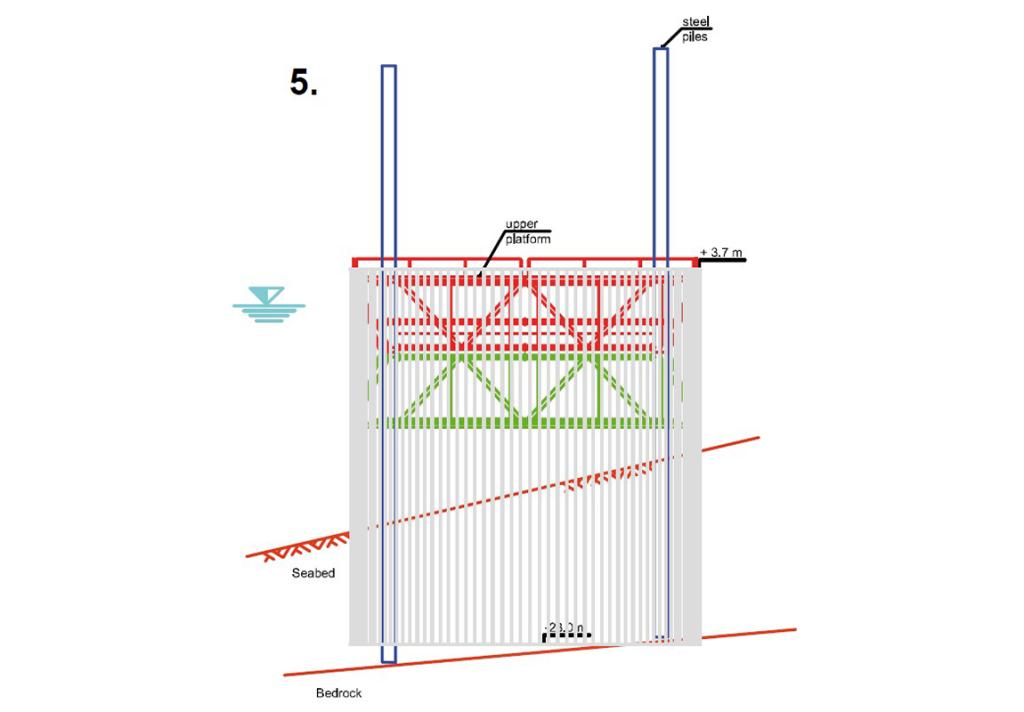
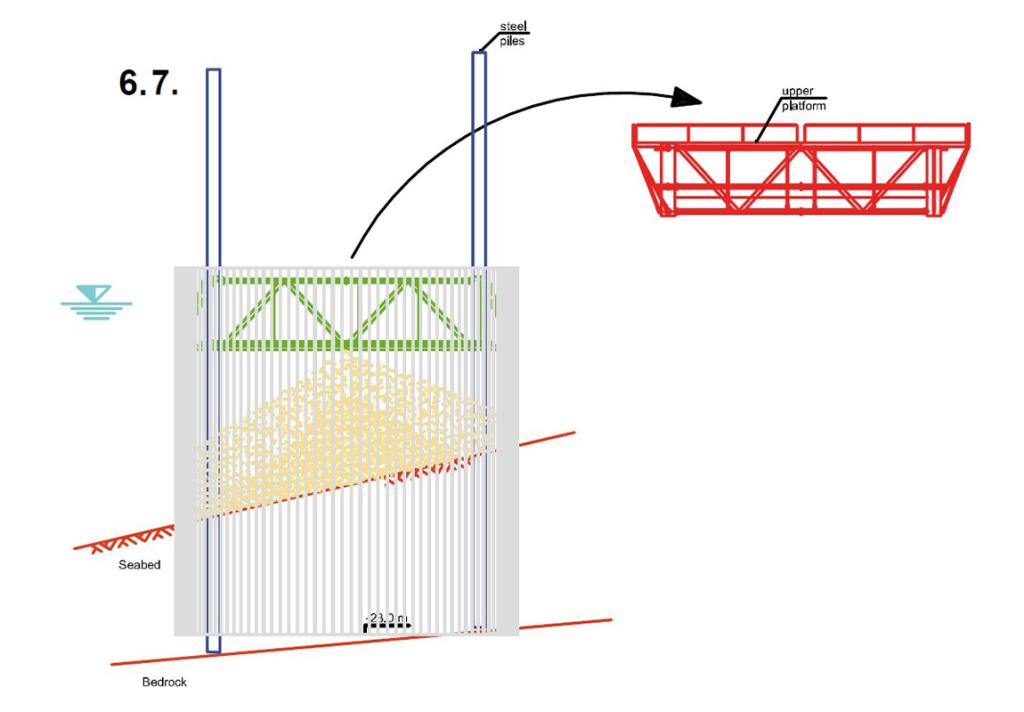
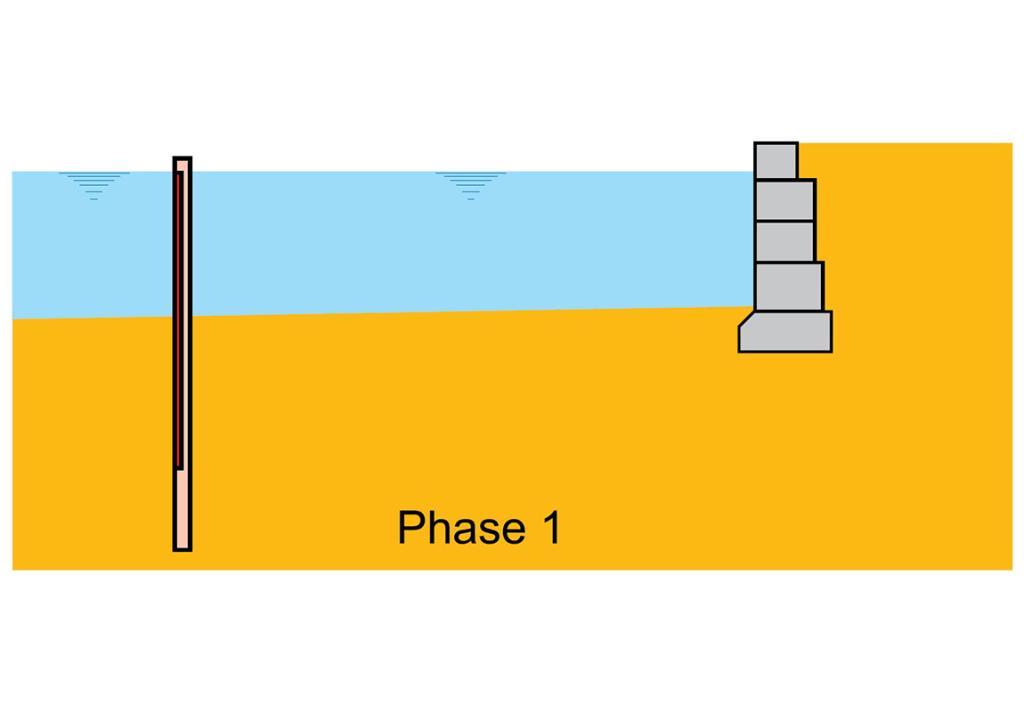
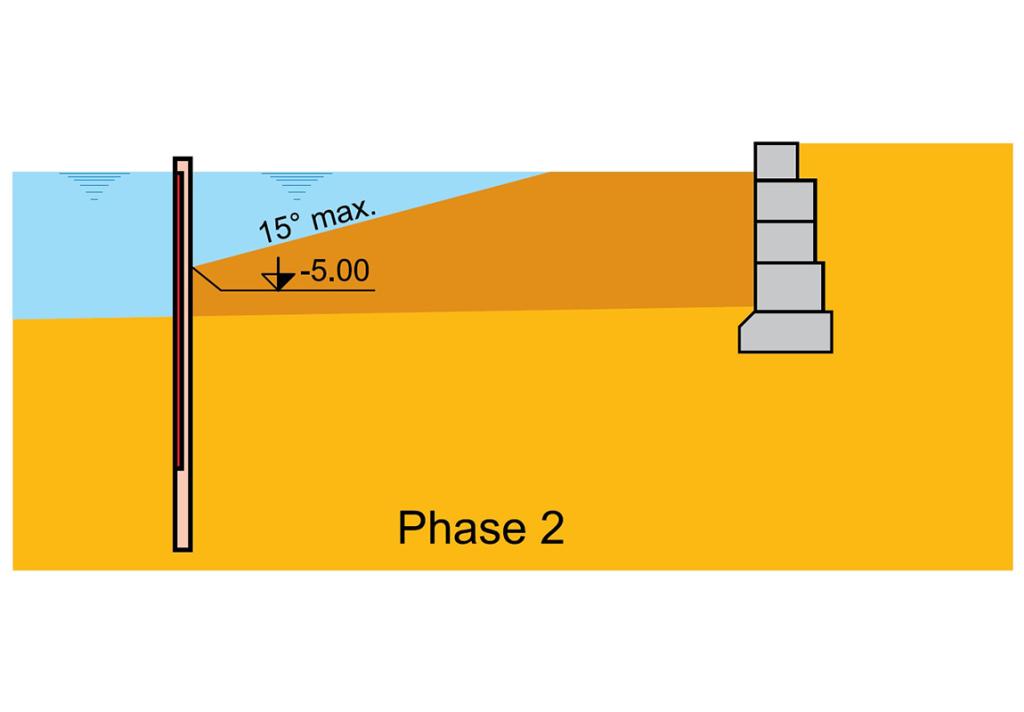
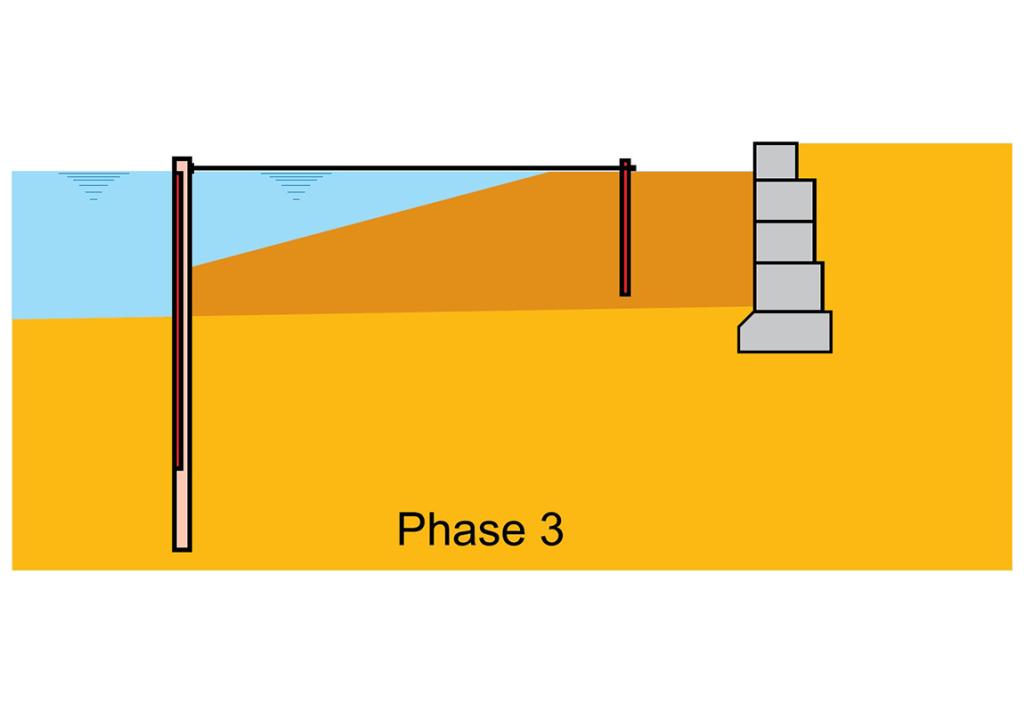
Overview: Construction phases 1 to 8 for Berth 1
La Spezia | Italy
> Port expansion projects
The city of La Spezia is situated about half way between Genoa and Pisa, the part of the country with the largest concentration of harbours. Among these ports are the harbours of Genoa, Savona, Livorno and La Spezia which have a joint annual cargo handling capacity of more than 100 million metric tons. It is from here that the industrial north of Italy exports its products.
The origins of the Malaspina and Garibaldi quays date back to the end of the 19th century. The quay structures of the port suffered considerably during WW II. The port authority of La Spezia therefore had to invest heavily to rebuild the damaged structures.
Today the port offers a combined quay length of 5,300 m with draughts of up to 14.5 m to receive container ships of the latest generation. The different terminals in La Spezia handle all kinds of products: containers, coal, oil, cement, cereals, food oils etc. The port’s container quays dispose of a total mooring length of 1,500 m. The Gottwald cranes with their 100-metric-ton lifting power serve the 260,000 m² container yards.
Following a study that predicted a rise in cargo traffic beyond the present capacities, a modernisation programme was launched in 1995, with the goal of expanding the Ravano, Malaspina and Garibaldi terminals. In 2004, the port of La Spezia handled slightly more than one million TEU, a rise of 3.4% compared to the previous year. The modernisation programme called for a total of 27,500 t of sheet piles to be installed in the following parts of the harbour:
1. GARIBALDI PIER: 9,000 t HZ/AZ combined wall
The effectiveness of the pier is guaranteed by three mooring spots totalling 510 m on the west side and two eastern mooring spots measuring 360 m. Garibaldi Pier offers a draught of up to twelve metres. Being the largest pier in the port of La Spezia, the crane park comprises several 12-t capacity quayside cranes as well as four mobile 100-t cranes. Together with the large cereal and cement silos, the 4,300 m² covered storage area handles various goods including forest products, coal, iron and steel products.


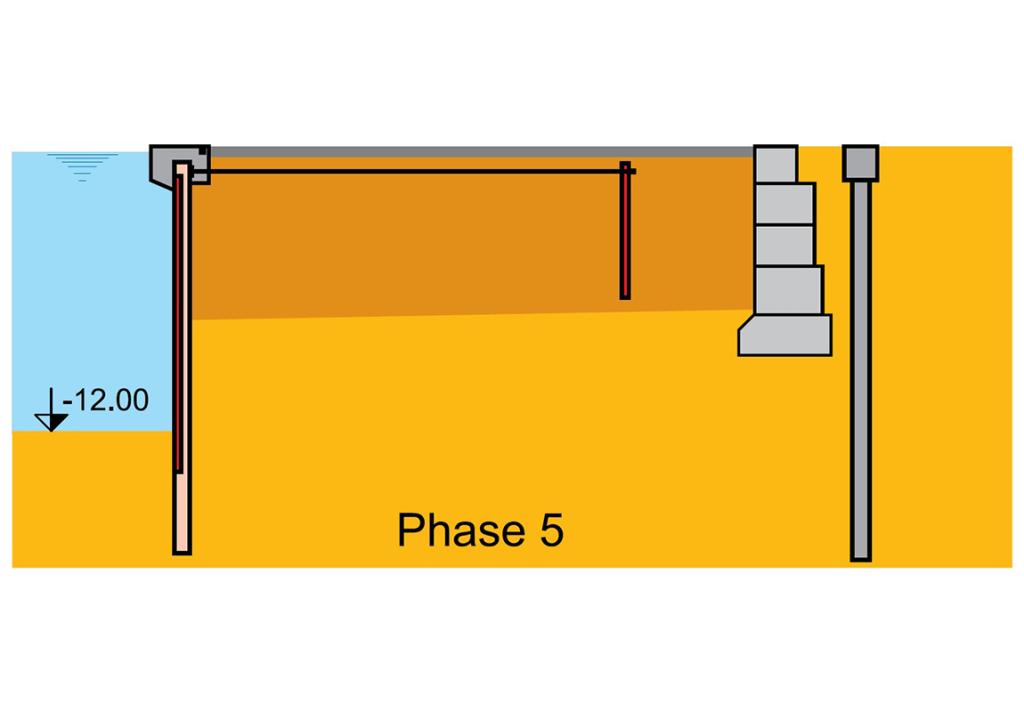
The draught of 12 m was achieved by placing a new sheet pile quay wall 40 m in front of the existing gravity wall. The combined steel sheet pile wall is U-shaped, thus forming three parts.
For the first part closest to the coast, an HZ 975 C - 12/ AZ 18 system with an elastic section modulus of 7,360 cm³/m was chosen as the main wall. The HZ king piles and the AZ intermediary piles were supplied in lengths of 24 m and 18 m.

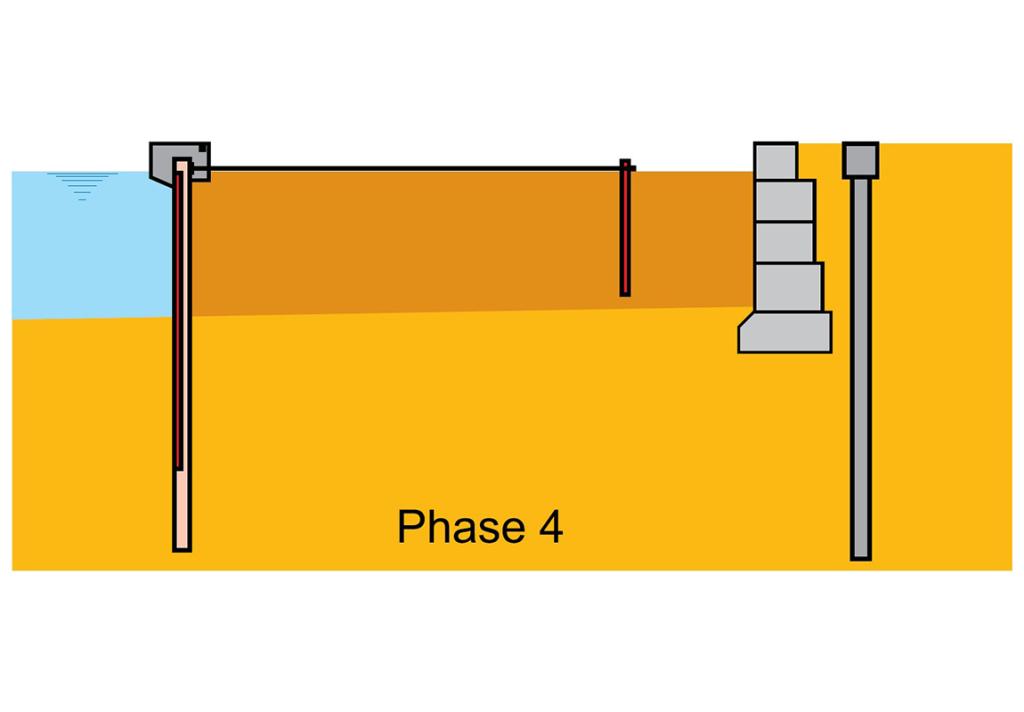
After the installation of the steel sheet piles, the next phase of construction called for backfilling of the area between the new and existing quay walls. Along the rear wall, the backfill material had to rise from the harbour bed to a point level with the top of the previously installed main wall. Closer towards the main wall, the dredger installed the backfill material only until halfway to the top of the combined wall. This minimised the forces and the deformations of the combined wall which acted as cantilever wall before installation of the tie-rod system.

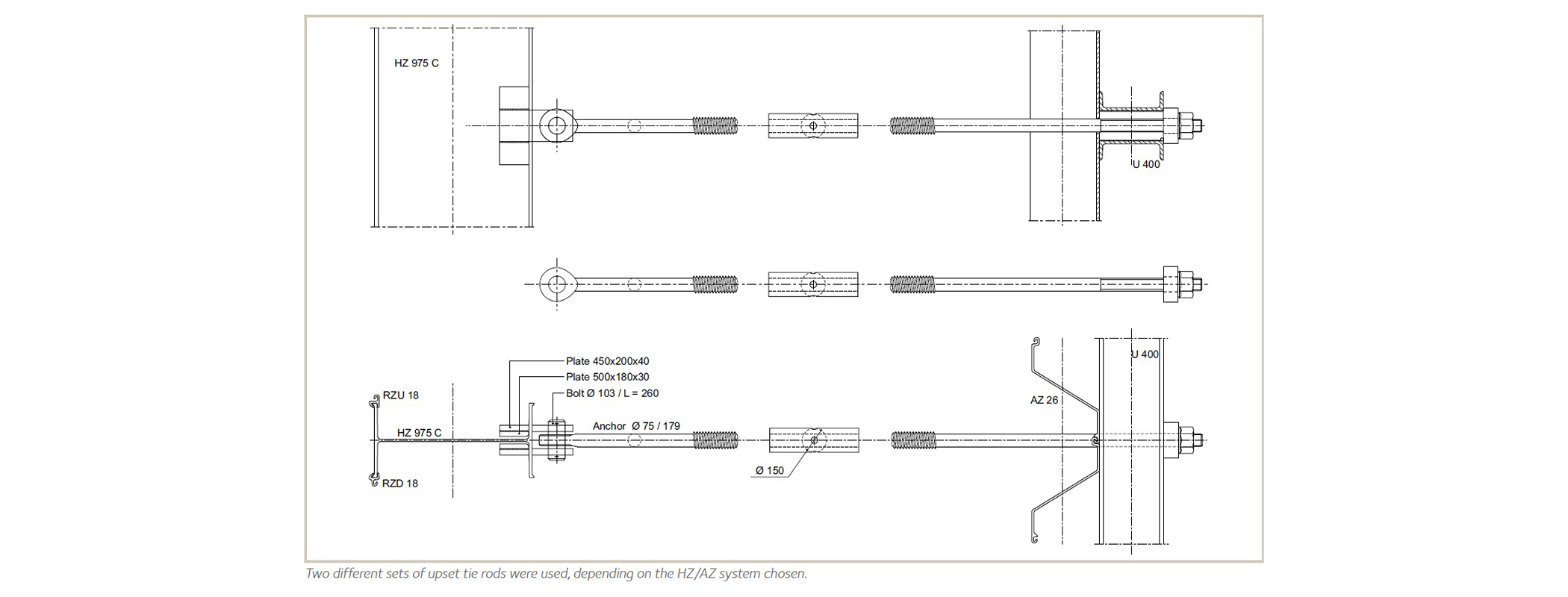
During the following construction phase, the 8-m AZ 26 sheet piles forming the rear anchor wall were driven. All the sheet piles used for the Garibaldi Pier project are made of highstrength steel (S 390 GP). The upset tie rods provided by Anker Schroeder from Dortmund, Germany were installed next. The anchors have a thread of 3.75”, a diameter of 75 mm, a length of 25 m, and are connected every 1.79 m to the HZ beam at one end and to a UPN 400 waling at the other end. They were designed to take a working load of 839 kN.
2. MALASPINA QUAY: 1,800 t HZ/AZ combined wall
The 200-m multipurpose wharf with its depth of ten metres is equipped with four cranes and is used for handling Roll-on/Rolloff ships. Managed by the Compagnia Lavoratori Portuali, the wharf has a storage area of 2,500 m².
3. RAVANO PIER: 4,000 t HZ/AZ combined wall
This container terminal is managed by La Spezia Container Terminal (Contship Italy Group) and Terrestre Marittima. The terminal offers a berthing line of 300 m, a depth of 11 m, three rail tracks, and a 40,000 m² yard.
4. CANTIERI DEL GOLFO TERMINAL: 4,000 t HZ/AZ combined wall
TARROS QUAY: 500 t HZ/AZ combined wall
Situated close to the Ravano quay, the 310 m Golfo Terminal with a depth of 12 m is specialised in Roll-on/Roll-off and container ships. The Tarros Terminal handles passenger traffic. The quays are equipped with seven Roll-on/Roll-off moorings.
5. IMMA maritime site: 500 t AZ sheet piles
6. PORTO LOTTI Marina: 3,500 t AZ sheet piles
7. FERRARI maritime construction site: 250 t AZ sheet piles
8. FINCANTIERI: 600 t AZ sheet piles
9. VALDEMARO maritime construction site: 250 t AZ sheet piles
10. GRAZIE Quay: 500 t AZ sheet piles

11. FERRETTI Quay: 2,600 t AZ sheet piles
The Ferretti Group is a world leader in the design and construction of luxury motor yachts and sporting boats. The group has invested 26 million euros in the construction of a shipyard for the Northern Tyrrhenian Sea based in the port of La Spezia. Works on the new shipyard began in May 2003 and are scheduled for completion in 2006. Several existing structures were demolished to make way for new hangars, offices and a 400 m pier. The 15,000 m² boatyard in the eastern part of the port is currently in operation. The new boat yard was built using Z-type sheet piles in steel grade S 390 GP. The main wall consists of AZ 36 piles; their lengths range from 19 to 24 m.
Eight-metre-long AZ 18 piles were installed as an anchor wall. A PTC vibratory hammer in combination with a template was used to drive the sheet piles. The 21 corners of the complex quay are formed by C9, C14 and Omega 18 connectors welded to special sheet piles. Some of the quay walls are 92 m long while others are only 7.5 m long.
All the AZ 36 and AZ 18 double sheet piles including the special sheet piles for the corners were delivered via train from the mill in Luxembourg to the port of La Spezia. A sealing system was used for the Ferretti quay. The Roxan system used consists of a waterswelling product placed in the interlocks of the piles in a workshop in Luxembourg. The urethane prepolymer based Roxan system is extremely durable and can resist water pressures up to 25 m.
When installing sheet piles with the Roxan sealing product, the contractor must take care that the system does not swell before installation. Contact of Roxan-filled interlocks with water must be avoided during transport and storage. By placing the treated interlock to face downwards, unwanted swelling is generally avoided.
When installing the pile with the sealing product in the leading interlock, driving should not be interrupted for more than two hours. Otherwise the expanding sealing product may be torn off when driving resumes.
Mersin | Turkey
> Port extension project
Mersin is situated on the Mediterranean Sea, on the south-east coast of Turkey. Several international contracting companies were invited to bid for the upgrading of the Mersin Seaport of Debarkation. Closing date for the tender was September 2002. The entire project was completed by the end of 2005 after a construction time of two years. To allow docking of large vessels and installation of new container cranes, both the existing wharf made of heavy underwater concrete blocks and the marshalling area, were modernised. The water depth was doubled to twelve metres. A steel sheet pile wall totalling 624 m in length was installed 12.2 m in front of the existing wharf. The area between the old and new part of the wharf was backfilled with rock. The steel sheet piles were driven into clay soil characterised by cohesive values ranging between 5 and 10 kN/m².
A steel solution was chosen for upgrading of the existing concrete solution partly because the project was constructed in an active seismic region. Being a ductile material, steel offers higher load reserves during earthquakes.
Purchase and installation of the steel sheet piles account for roughly 15% of the total project cost. The following material was required (tender amounts):
- Wall area: 14,968 m²;
- Material quality: ASTM A690;
- Section modulus: 6,000 cm³/m;
- Thickness: 10 mm;
- Painting: 3 layers of epoxy coating.
The required section modulus surpasses the capacity of U or Z-type sheet piles. Such high-capacity quay walls can be built using a combined or a jagged sheet pile wall. For the current project, ArcelorMittal proposed a jagged wall made up of AU 20 sheet piles with the following characteristics:
- AU 20 jagged wall;
- Weight: 186.7 kg/m²;
- Material quality: ASTM A690, alternative in S 355 GP;
- Section modulus: min. 6,365 cm³/m;
- Thickness: 10 mm;
- Total sheet pile quantity: 2,770 t.
The AU 20 steel sheet piles for the Mersin project were installed in a special layout referred to as a jagged wall. An arrangement of U sheet piles into a jagged wall offers economic solutions where high inertia and section modulus are needed. The AU 20 elements were crimped together in the mill and delivered as double elements. Crimped double piles allow full shear-force transmission in the “vital ” interlocks situated on the central wall axis. The standard crimping configuration of AU sheet piles involves three crimping points every 0.75 m with an allowed shear-force transmission of 75 kN per crimping point. Tensile tests carried out by ArcelorMittal showed that each crimping point can transmit loads of up to 130 kN.
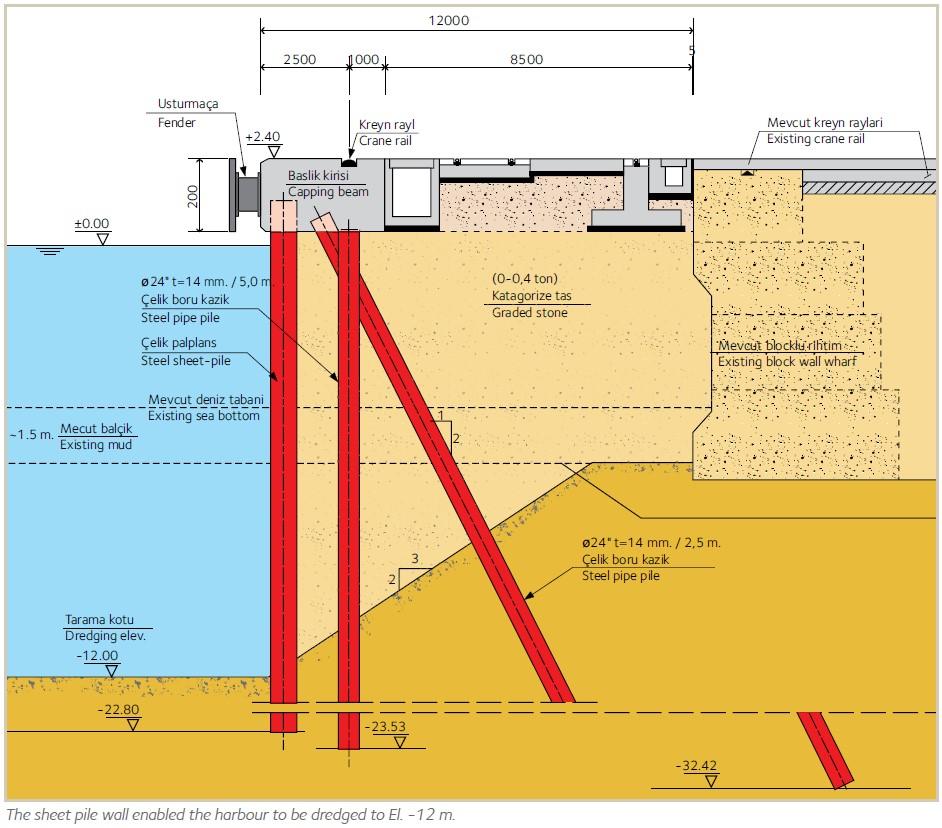
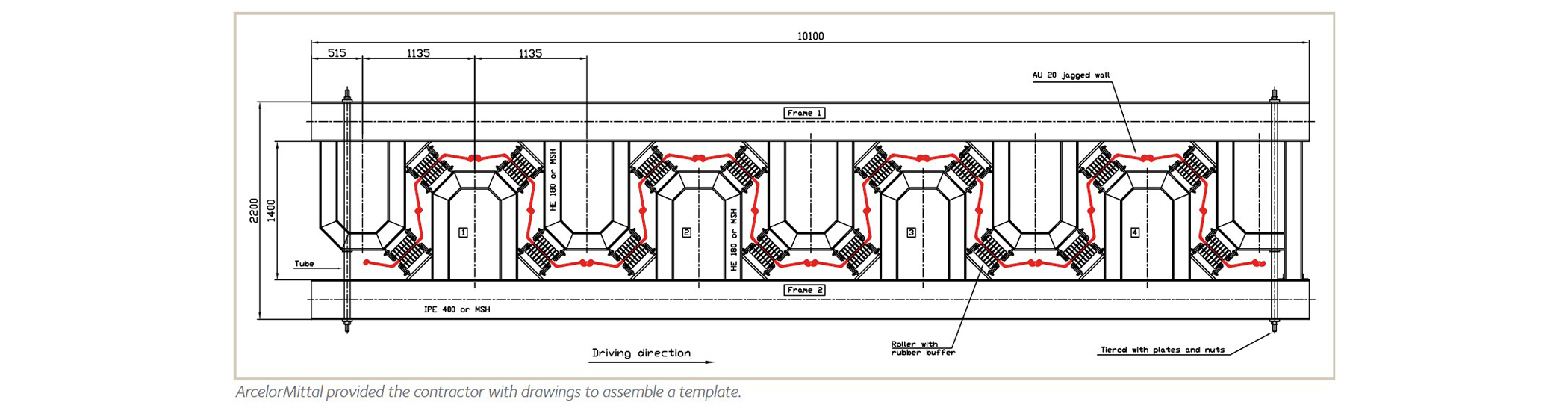



A specially designed rail-mounted rig system was used for the installation of the steel sheet piles and for the 24 inch (61 cm) steel tubes. The vertical piles were installed every 5 m, reaching a depth of 23.53 m. The inclined batter piles spaced at intervals of 2.5 m were driven to a depth of 32.42 m.
A vibratory hammer and an impact hammer were used as driving equipment. Installation proceeded conventionally: the vibratory hammer first drove the piles as far as possible into the soil, the impact hammer then drove the steel sheet piles to the design depth of 22.8 m. The panel-driving technique was used in order to ensure verticality and alignment of the sheet piles. Installation of a group or a “panel” of piles allows individual piles to remain above design depth in the event of obstructions in the soil, without interrupting driving operations. Refusal was defined by reaching an installation progress of just 2 to 3 mm per blow. Further driving at this penetration rate could cause damage to the piles and driving gear.
A Japanese TVM-50 Toyoda vibratory hammer with the following characteristics was used:
- Weight: 3 t;
- Maximum centrifugal force: 420 kN;
- Maximum eccentric moment: 205 Nm;
- Frequency: 1,355 min -1.
Şener Arda had two German diesel impact hammers available at the site: a Delmag D30 and a Delmag D46 equipped with rams weighing 3,000 and 4,600 kg. Their maximum explosion pressures average 1,050 and 1,650 kN, delivered at a frequency of 37 to 52 blows per minute. Weighing six metric tons, the Delmag D30 is limited to piles of up to eight metric tons, whereas the D46 can install piles of up to 15 metric tons. The optimum weight of the installation material ranges from two to nine metric tons for the D30. The required driving cap was supplied to the contractor as part of ArcelorMittal’s services for the Mersin project. At the far end of the wall, the contractor had to stop installation before reaching the target depth of 22.8 m because stiff clay slowed the driving progress below the set limit. The design of the jagged wall was revised to take account of the extremely stiff soil layer. Studies showed that the toe depth could be reduced by as much as 3 m because of the superior load-carrying capacities of the unexpectedly favourable soil values encountered at the end of the extension.


Marsden Point | New Zealand
> Construction of new deepwater port
Marsden Point is situated on the northeast coast of New Zealand’s North Island. It is here where the country’s most modern and deepest port was constructed. Offering permanent shipping access and guaranteeing a continuous increase in traffic, the harbour is undoubtedly a key factor in the development of New Zealand’s economy.
The idea of building a new port in this region goes back several decades. The Northland Port Corporation, which operates the nearby port of Whangarei, purchased the site in the 1960s when New Zealand’s forestry was still in its infancy. With the passing of the years some 190,000 ha of pine forest reached maturity, resulting in sustained growth of exports of forest products from Whangarei. Exports were predicted to increase fourfold between 2000 and 2004. Port Whangarei, whose wharf structures were not designed to carry today’s heavy handling equipment, is incapable of handling this growth.


Northport, a joint venture between Northland Port Corporation and Port of Tauranga, teamed up with Australasia’s largest forestproducts company, Carter Holt Harvey, for land operations at the planned new port. Following nearby construction of a very large laminated veneer lumber plant aimed principally at the export market, Carter Holt Harvey undertook a firm commitment to ship one million metric tons of wood and derivative products from the new port in its first five years of operation. A growing range of other exports were soon handled by the port. The annual cargo volume reached 2.8 million metric tons in 2005 including agricultural produce, fertilisers, cement and containers as well as wood.

Thorough studies concerning hydrographic and environmental aspects of the site had already been carried out in the 1970s. The area where the new port was built is situated between two inactive faults; its favourable geological conditions facilitated the construction works. The soil consists of alluvium, essentially sand, with rare peaty areas, all overlying deep greywacke and argillite bedrock. This meant not only that reclamation could go ahead without any preparatory dredging but also that the dredged soil from the turning basin could be used as backfill material: several million cubic metres of sand were placed behind a 1,700-m embankment standing between 3 and 16 metres high. The embankment was also built from readily available local materials, mainly sand, and was protected by heavy rocks. Consolidation of the structure was achieved by loading the top of the embankment up to a height of two metres with backfill material before levelling it off to build the pavement.
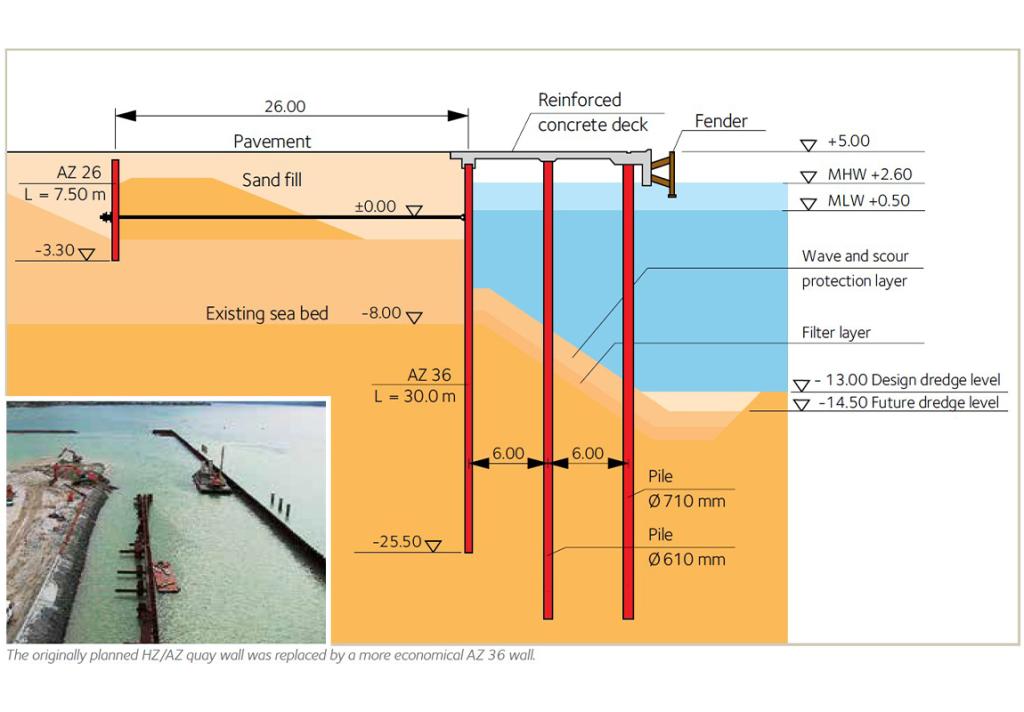
Construction of the new deepwater port began in October 2000. Less than two years later, in June 2002, the first ship was able to dock at Northport. The second berth was completed only a few months after the first berth came into service. The project was built under a NZ$ 30 million fixed-price design-and-build contract. The new port includes a 50-ha cargomarshalling area (32 of which were to be on reclaimed land) and a 390-m wharf with two mooring spots able to handle 65,000-t bulk carriers with maximum lengths of 230 m and maximum draughts of 13 m. Fletcher Construction Company Ltd was the design-and-build contractor, with Beca Carter Hollings and Ferner the designer. Initially an HZ/AZ combined sheet pile wall was proposed for the retaining wall to both contain the adjacent reclamation and support the rear of the wharf deck. The deck consists of a cast-in-place reinforced-concrete flat slab supported on the seaward side by two rows of concrete-filled steel pipe piles. However, BCHF’s final design substituted the combined sheet pile wall with a more cost-efficient AZ 36 wall. The design takes account of the high loads present (dead load of 85 kN/m, live load of 240 kN/m). The considerable width of the AZ piles chosen (1.26 m per double pile) is an advantage in terms of construction productivity. Although manufactured on the other side of the world, the 3,000 t of sheet piles used for the Northport project were supplied to the site within 3 months.




A guide frame with two supporting levels 8 m apart guaranteed the required alignment. The template was held in place with steel tubes that were driven until refusal with the same driving gear that installed the sheet piles. Nine pairs of AZ 36 piles were inserted into the guide frame and driven in panels to ensure the required verticality was achieved. The deadman’s AZ 26 sheet piles did not require driving: they were simply set up from the embankment and propped until enough sand had been placed on both sides.
With a design life of 50 years, special care was taken to provide adequate corrosion protection of the wall’s most critical parts: the intertidal zone and the top of the immersion zone, which coincides with the level of the tie rods. The sheet piles were coated with two 175-µm layers of a tar-free epoxy coating known as Altra Tar. Once assembled, the tie rods were wrapped with Denso Ultraflex corrosion-protection tape, with heat-shrink sleeves around the couplers.
Right from the outset, plans were made for two further berths drawing 14.5 m. Construction of Berth No 3 started at the end of 2005 using a combined sheet pile solution delivered by ArcelorMittal.
